- Joined
- Jun 4, 2011
- Messages
- 140
- Points
- 28
When I get some bandwidth I'm thinking high power RGB handheld. It's been done to death I know, but may as well put my spin on it.I cannot wait to see some prototypes.


Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
When I get some bandwidth I'm thinking high power RGB handheld. It's been done to death I know, but may as well put my spin on it.I cannot wait to see some prototypes.


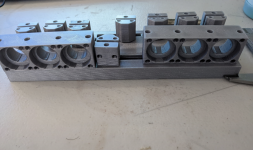
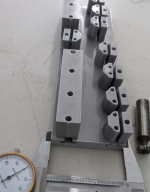
I made system that allowed me to machine multiple parts with 1 operation, i.e. turning the diameter for 10 parts at a time then the smaller diamter, chamfer & parting for each part. saves a lot of time vs making a whole part 1 at a time. for the stainless bracket parts I machined the outside dims, & holes for 25 at a time then precisely parted them off. For some of these you could complete with CNC especially if they are fixturing 1 at a time. Ultimately though I will probably end up going in that direction if the work is there.What do you charge for these small parts? I do (hobby - beginner) machining myself but find it quite time-consuming. I assume you only use manual tools? (non CNC)
So i think these parts would be very expensive if i would take a guess around >30USD for one of these round pins.
As for your RGB project, check out my driver + software RGB controller. (and my RGB handheld for inspiration if you like)
It could be the smallest currently available. Capable of driving a >3W RGB pointer with different modes from 2 18650 cells. I still have some for sale. Here
I would be very interested to see what you do. I imagine someone with years of experience machining would come up with something very nice.
You would be trading time for precision trying to part at the same time as turn a diameter. Not sure how precise that would be. Those pins had to hold .0003" (3 ten-thousanths) for a press fit. One thing I learned is time saving meathods only work if you don't end up scrapping the parts!Do you also grind custom form tools for these small lathe parts? Could be a good solution to make pins with 2 diameters and part them off at the same time. But would only be timesaving if you needed to make many.

That would work for some applications where the diameter is not critical. When parting it is not very predictable when the remaining material will break off as it gets extremely thin. Even with light tool engagement. Therefore you don't know exactly how close the cutter is and the diameters will vary by a few thousandths from part to part.Yes you are right on the tolerance part. This method would only be usable for non critical parts.
I was think you got it the wrong way around. I was thinking of a grind like this for example:
View attachment 74587
This tool would face the front of the part and simultaneously form the diameter and features along its length.
The next op would be moving the tool to the left and plunging in. This would part the finished part off and also face and form the next part.
This should be good for precision as long as one could grind the tool accurately and the material does not deflect too much because of the high tool engagement.
I think Its a neat idea. I picked that up watching and old machinist do its thing. He manufactured multiple small bushings this way. Drilled trough beforehand of course.
OK I see what you are saying, that would probably work for the right application, with the right grind. CheersI think i did not make it clear: (or i dont understand)
The diameter if formed first.
Parting happens at the last operation where the diameter would already be formed exactly.
The parting blade part of the form tool is on the right most side.
Therefore at the first operation would form the part in its entirety but dont part it off.
The second operation would be moving the tool left (closer to the lathe chuck) and then plunging.
This operation would part off the first part thats formed at the first operation while cutting the diameters (and facing) of the second part. The first part will break off with a little stem left (unpredictable as you say) but the first part would already be to exact dimensions length and diameter wise.
You would still have a little nubbin that you would need to remove.
Tool grind needs to be exact to form the right diameters (if there are multiple).
But i think the variability in the diameter should be quite small, after all, its just a form tool operation which would be the same with every other part.
What do you charge for these small parts? I do (hobby - beginner) machining myself but find it quite time-consuming. I assume you only use manual tools? (non CNC)
So i think these parts would be very expensive if i would take a guess around >30USD for one of these round pins.
As for your RGB project, check out my driver + software RGB controller. (and my RGB handheld for inspiration if you like)
It could be the smallest currently available. Capable of driving a >3W RGB pointer with different modes from 2 18650 cells. I still have some for sale. Here
I would be very interested to see what you do. I imagine someone with years of experience machining would come up with something very nice.
Not sure who this is directed to, but just to be clear I am not selling drivers or software.How much for the driver and software ? I have been wanting to make an rgb it’s the only way I can afford 1 .

He was asking farbe2 obviously. Your ban is for 3 days for the reason given. Don't harass me in pm again. You elevated the situation after it was dealt with. I'm sorry it had to come to this but next time think before you speak. Thank you.Not sure who this is directed to, but just to be clear I am not selling drivers or software.